GH159合金是在国外多相钴基高温合金(MP合金)的基础上发展起来的一种新型高强度多相钴基高温合金。它的主要特点是:利用冷变形首先在面心立方基体中诱发产生交叉网状分布的片状ε相来阻止位错的长程运动而产生强化,再经过时效处理析出弥散的Ni3X相补充强化。该合多金具有超高强度、良好的塑韧性和高的应力腐蚀抗力等综合性能,并且在650℃的高温下仍能保持其高强度的特性。该合金不仅可广泛用于航空发动机的高温紧固螺栓等零件,也可用于应力腐蚀环境下(如海洋大气环境)服役的飞机用超高强度紧固件。供应的主要品种是冷拉棒材。




GH159钴基变形高温合金
材料牌号:GH159
美国牌号:MP159
一、GH159概述
GH159合金是在国外多相钴基高温合金(MP合金)的基础上发展起来的一种新型高强度多相钴基高温合金。它的主要特点是:利用冷变形首先在面心立方基体中诱发产生交叉网状分布的片状ε相来阻止位错的长程运动而产生强化,再经过时效处理析出弥散的Ni3X相补充强化。该合多金具有超高强度、良好的塑韧性和高的应力腐蚀抗力等综合性能,并且在650℃的高温下仍能保持其高强度的特性。该合金不仅可广泛用于航空发动机的高温紧固螺栓等零件,也可用于应力腐蚀环境下(如海洋大气环境)服役的飞机用超高强度紧固件。供应的主要品种是冷拉棒材。
1.1 GH159材料牌号 GH159。
1.2 GH159相近牌号 MP159(美国)。
1.3 GH159材料的技术标准
1.4 GH159化学成分 见表1-1。
表1-1 %
|
C |
Cr |
Ni |
Co |
Mo |
Fe |
Ti |
Al |
Nb |
B |
Mn |
Si |
P |
S |
|
不大于 |
|||||||||||||
|
≤0.04 |
18~20 |
余 |
34~38 |
6~8 |
8~10 |
2.5~3.25 |
0.1~0.3 |
0.25~0.75 |
0.03 |
0.20 |
0.20 |
0.02 |
0.01 |
1.5 GH159热处理制度 固溶处理1040~1055℃,4~8h,水冷+在室温进行48%±1%的冷拔变形+时效处理650~675℃,4~4.5h,空冷。
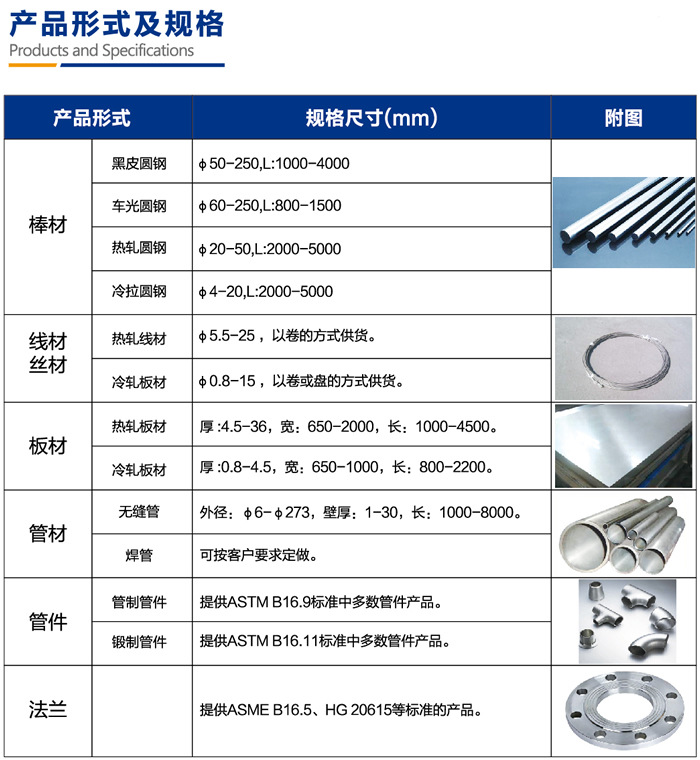
1.6 GH159品种规格与供应状态 可以供应d5~25mm的冷拉棒材,供应状态为冷拔态。
1.7 GH159熔炼与铸造工艺 采用真空感应加真空电弧重熔的双联生产工艺。
1.8 GH159应用概况与特殊要求 该合金主要用于航空发动机的紧固件,在600℃下性能稳定,可长期使用。是目前综合性能最好的航空发动机紧固件材料。
合金主要是经过冷变形诱发产生大量网状分布的ε相进行强化。因此,对冷拔变形的工艺参数要严格控制。变形量过小,强度不足;变形量太大,强度升高,但塑性降低。实践证明,当冷变形量控制在下限时合金具有较好的综合性能。
二、GH159物理及化学性能
2.1 GH159热性能
2.1.1 GH159熔化温度范围 熔点1318℃[1]。
2.1.2 GH159热导率 见表2-1。
表2-1[1]
|
θ/℃ |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
|
|
λ/(W/m·℃) |
冷拔状态 |
11.3 |
14.1 |
15.6 |
17.4 |
19.1 |
21.0 |
23.0 |
24.6 |
|
冷拔+时效状态 |
11.0 |
13.8 |
15.3 |
17.1 |
18.6 |
20.5 |
21.0 |
- |
|
2.1.3 GH159线膨胀系数 见表2-2(冷拔+时效状态)。
表2-2[3]
|
θ/℃ |
25~100 |
25~200 |
25~300 |
25~400 |
25~500 |
25~600 |
25~700 |
25~800 |
|
α/10-6℃-1 |
14.3 |
14.2 |
14.2 |
14.6 |
14.9 |
15.1 |
16.0 |
18.2 |
2.2 GH159密度 ρ=8.33g/cm3[2]。
2.3 GH159电性能 合金的电阻率见表2-3。
表2-3[1]
|
θ/℃ |
25~100 |
25~200 |
25~300 |
25~400 |
25~500 |
25~600 |
25~700 |
25~800 |
|
α/10-6℃-1 |
14.3 |
14.2 |
14.2 |
14.6 |
14.9 |
15.1 |
16.0 |
18.2 |
2.4 GH159磁性能 合金在25℃时的磁导率为1.00265[2]。
2.5 GH159化学性能
2.5.1 GH159耐腐蚀性能 该合金具有极好的抗缝隙腐蚀和应力腐蚀开裂的能力。在典型的氯化铁实验中未发现缝隙腐蚀和点蚀。在擦盐试验中未发生损坏。交替浸渍证明该合金具有良好的抗氢脆和应力腐蚀开裂的能力。
三、GH159力学性能
GH159技术标准规定的性能 见表3-1。
表3-1
|
品种 |
状态 |
取样方向 |
拉伸性能 |
HRC |
持久性能 |
|||||||
|
θ/℃ |
σb/MPa |
σP0.2/MPa |
δ5/% |
φ/% |
θ/℃ |
σ/MPa |
t/h |
δ5/% |
||||
|
不小于 |
||||||||||||
|
冷拉棒材 |
冷拔+时效 |
纵向 |
室温 |
1795 |
1725 |
6 |
22 |
44 |
650 |
965 |
≥23 |
≥5 |
|
595 |
1415 |
1310 |
5 |
15 |
- |
|||||||
注:1 供应状态的棒材硬度要求HRC≥23。
2 供应状态的棒材经时效处理后,其拉伸、持久性能和硬度应符合表中规定的要求。当棒材的拉伸性
能符合要求时,硬度实验结果不作为判废依据。
3 持久性能可在光滑-缺口组合试验上测定。试样不应在23h内断裂。试样光滑部分拉断后,其伸长率
应符合表中规定的要求。
4 可在棒材相邻部位取样并分别加工的光滑和缺口持久试样上进行实验。试样不应在23h内断裂;光
滑试样断裂后,应测定伸长率;缺口试样可不拉断。
5 持久实验可在高于965MPa的应力下进行,但实验过程中不能改变应力。实验结果应符合表中规定
的要求。
6 经需方同意,在965MPa的应力下进行持久实验至23h后,可每隔8~10h递增应力35MPa,直至试
样拉断。实验结果应符合表中规定的要求。
四、GH159组织结构
4.1 GH159相变温度 γ+ε两相区温度范围为540~700℃,540℃以下的γ相为亚稳态。
4.2 GH159时间-温度-组织转变曲线
4.3 GH159合金组织结构 合金在上临界温度(约700℃)以上为稳定的面心立方γ相,在下临界温度以下(约540℃)为稳定的密排六方ε相;两温度之间为γ+ε的两相区。当合金从上临界温度冷却到室温时可保持亚稳定态的γ相。当在室温下进行冷变形时可诱发γ相到ε相的马氏体型转变。因此,合金经固溶处理后全部为亚稳定的γ相,在冷变形过程中部分γ相发生马氏体相变转变为稳定的ε相。所生成的ε相为薄片状,在面心立方的γ相晶粒内呈交叉网状分布。在随后的时效过程中又在亚稳定的γ相中析出Ni3X相[4~7]。
五、GH159工艺性能与要求
5.1 GH159成形性能
5.1.1 GH159合金钢锭首先在1125~1180℃保温18~36h进行均匀化处理以减小组织偏析和脆性σ相形成。合金锻造开坯装炉温度不高于600℃,加热温度为1120℃±10℃,时间不小于4h。开锻温度不低于1050℃,终锻温度不低于950℃.合金热轧开坯装炉温度不高于700℃,加热温度为1130℃±10℃,保温30~60min。道次最大变形量不能超过20%。终轧温度不低于950℃。热轧后合金在1050~1070℃退火1h以得到均匀晶粒,便于后续冷变形加工。
5.1.2 GH159轧制棒材经固溶处理后,经碱、酸洗去氧化皮,再经表面涂层处理后,进行冷拔变形。冷拔变形量为48%±1%。
5.2 GH159焊接性能 焊接性能同18-8型不锈钢,可用氩弧焊工艺[2]。
焊接速度 0.14m/min
电流 100~160A
电压 10V
GH159焊丝进给 0.36~0.56m/min
氩气流量 5~7L/min
5.3 GH159零件热处理工艺 螺栓的热处理工艺为650~675℃,4h时效处理,空冷。
5.4 GH159表面处理工艺 合金经局部感应加热热镦成螺帽后,表面再经冷搓丝加工螺纹。
5.5 GH159切削加工与磨削性能 合金的机加工性能类似于GH738镍-钴-铬合金。可在冷加工强化和时效材料上进行机加工。冷拔态的GH159合金的机加工工艺参数见表5-1。
表5-1[1]
|
操作 |
工具材料 |
工具几何形状 |
工具类型 |
切削深度/mm |
走刀量 |
切削速度/(mm/min) |
磨削厚度/mm |
切削液 |
|
车削 |
M24高速钢 |
纵向前角:0° 副偏角:15° 副后角:10° 后角:5° 旁讽缘角:15° |
5"~8"方形刀具 |
1.27 |
0.254 mm/转 |
7620 |
0.508 |
浮化油(1:20) |
|
圆周铣和端铣 |
M2高速钢 |
螺旋角:30° RR:10° 后角:45° 外周余角:7° |
直径1"的四出屑槽端铣刀 |
3.17 |
0.051mm/转 |
19050 |
0.127 |
含硫矿物油 |
|
钻孔 |
T15高速钢 |
钻头角:118 螺旋角:29° 间隙:7° |
直径1/4"二槽钻头 |
12.7 |
0.127mm/转 |
6350 |
0.305 |
氯化物矿物油 |
|
铰孔 |
M2高速钢 |
直出屑槽 倒棱角:45° 后角:7° |
六槽高速钢铰刀 |
12.7 |
0.229mm/转 |
15240 |
0.1524 |
氯化物矿物油 |
|
攻丝 |
M1高速钢 |
2个出屑槽,螺丝尖75%螺纹 |
5/16-24表面硬化丝锥 |
12.7 |
- |
1270 |
- |
氯化物矿物油 |
















●公司对公账户名:上海益励金属材料有限公司
开户行:农业银行上海泗泾支行
●公司对私账户名:林剑飞
开户行名称:农业银行上海泗泾支行
●公司企业认证支付宝账户:上海益励金属材料有限公司
自动传真:021-57826343,也可以发到客服QQ:2300609331或者旺旺:sh1ljs上。


每个行业都面临不同的挑战,但几乎所有行业都需要延长设备开机时间、减少维护、改善安全性和能耗、降
低资产总拥有成本。 凭借在各行业的专业技术以及几十年在设备制造商和终端用户领域的技术经验,上海
益励金属材料有限公司不仅能够提供产品,更能够提供帮助客户达成目标所需要的综合性解决方案。